中國新型涂料網(wǎng)訊:

1 設(shè)計理念
1.1 生產(chǎn)線設(shè)計要求
1.1.1 產(chǎn)能設(shè)計要求
單組分聚氨酯防水涂料年生產(chǎn)能力2 萬t,雙組分聚氨酯/聚脲防水涂料年生產(chǎn)能力1 萬t,滿足公司日益增長的產(chǎn)量需求。
1.1.2 質(zhì)量設(shè)計要求
保證聚氨酯/聚脲防水涂料的生產(chǎn)穩(wěn)定性,產(chǎn)品性能優(yōu)異,符合GB/T 19250—2013《聚氨酯防水涂料》和GB/T 23446—2009《噴涂聚脲防水涂料》的要求,為客戶提供優(yōu)質(zhì)的聚氨酯/聚脲防水涂料。
1.1.3 生產(chǎn)線操作設(shè)計要求
設(shè)備實現(xiàn)電氣控制自動化,操作簡便,計量精確,中間過程具有可控性;有效減少人工操作,減輕工人勞動強度。
1.1.4 生產(chǎn)線環(huán)保設(shè)計要求
通過對真空脫水產(chǎn)生的氣體進行處理,降低氣體中有毒物質(zhì)的含量,減少環(huán)境污染;對粉塵進行有效吸附,建立無塵車間,給工人提供一個健康的工作環(huán)境。
1.2 生產(chǎn)功能劃分
1.2.1 原材料儲存區(qū)
預聚體的合成是聚氨酯防水涂料的基本反應(yīng),含活潑氫的化合物(聚醚多元醇或聚酯多元醇)和含異氰酸酯基(—NCO)的二元或多元有機異氰酸酯是聚氨酯防水涂料的主要原材料[2] 。聚醚多元醇型聚氨酯因其性能上的優(yōu)勢,是目前主流的聚氨酯涂料產(chǎn)品,本公司生產(chǎn)的單組分聚氨酯防水涂料和雙組分聚氨酯防水涂料均選用了山東藍星東大化工有限責任公司生產(chǎn)的聚醚DL-2000D 和EP-330N。本公司在原料安排上,液體原材料罐區(qū)的4 個150 m3 不銹鋼儲罐分別儲存了聚醚DL-2000D、EP-330N 以及另外2種主要液體填料氯化石蠟和芳烴油,同時剩余2 個儲罐備用,以應(yīng)對配方的調(diào)整。4 個儲罐中的原料都可以通過中控計量泵精確地輸往各個配料罐。粉料是涂料的次要成膜物質(zhì),是制備聚氨酯防水涂料不可缺少的原料。而聚氨酯生產(chǎn)過程中的水分主要來自于粉料,粉料含水率過高,將影響產(chǎn)品的儲存穩(wěn)定性,使產(chǎn)品逐漸變稠,以致因黏度過高而無法使用。所以,公司在新涂料車間二層建立了1 100 m2 的粉料倉庫,防止粉料儲存時吸收地面的濕氣,特別是夏季。同時鋪設(shè)了蒸汽回流管道,有效利用蒸汽熱量對粉料進行烘干。
1.2.2 溫控設(shè)備區(qū)(加熱、冷卻)
新聚氨酯防水涂料生產(chǎn)線采用鍋爐蒸汽加熱,設(shè)備選型時,出于環(huán)保節(jié)能的考慮,選用了新型燃煤蒸汽鍋爐。鍋爐采用上燃機理設(shè)計,達到燃煤鍋爐的煙塵排放要求,可在一類環(huán)保地區(qū)使用,無噪聲擾民。燃煤蒸汽發(fā)生器與燃油、電加熱蒸汽鍋爐相比,可以減少30%的能耗,蒸汽發(fā)生器的受熱面積能達到92%,再加上配套的省煤器,使所產(chǎn)生的熱量能夠被鍋爐充分吸收,大大節(jié)省了鍋爐的運行成本。
老生產(chǎn)線上的聚氨酯反應(yīng)釜采用冷導熱油降溫,效率很低,特別是在夏季,反應(yīng)釜要從115 ℃降溫到80 ℃,需要150 min 左右。新聚氨酯生產(chǎn)線安裝了夾套,采用冷水降溫,反應(yīng)釜從115 ℃降溫到80 ℃只需70 min,大大縮短了降溫時間,提高了生產(chǎn)效率。
1.2.3 真空設(shè)備區(qū)
含水率是聚氨酯防水涂料生產(chǎn)過程中最需要控制的指標。由于水的相對分子質(zhì)量只有18,含有2 個羥基,相同質(zhì)量的水和聚醚DL-2000D 所能消耗的—NCO 的數(shù)量相差100 多倍,所以在合成聚氨酯預聚體時,要避免水分的參與,防止多余的水分消耗—NCO,導致聚氨酯涂料變稠發(fā)黏。這就是聚氨酯原材料需要脫水的主要原因。
真空設(shè)備需要穩(wěn)定的工作可靠性,來保證原材料的脫水效果。新聚氨酯生產(chǎn)線采用了兩臺水環(huán)真空泵,其吸氣均勻,工作平穩(wěn)可靠,維修方便;且結(jié)構(gòu)緊湊,泵的轉(zhuǎn)數(shù)較高,可與一般電動機直聯(lián),無須減速裝置,用小的結(jié)構(gòu)尺寸就能獲得大的排氣量。聚氨酯原材料在真空脫水時有可能被抽出,所以每個聚氨酯反應(yīng)罐都安裝了緩沖罐,用來檢查物料是否被抽出,同時也起到儲存作用。
1.2.4 液壓設(shè)備區(qū)
新生產(chǎn)線設(shè)計時就定位于具有國內(nèi)先進水平的聚氨酯生產(chǎn)線,所以大部分的控制點都采用電氣控制代替了人工操作。某些重要的操作點,如放料閥,則同時保留了人工操作與氣動閥控制,防止氣動閥出現(xiàn)故障時無法進行有效操作。
氣動閥的工作需要借助壓縮空氣驅(qū)動,而且新聚氨酯生產(chǎn)線基本使用隔膜泵輸送,所以空壓機的工作穩(wěn)定性就至關(guān)重要。我們選用了具有極佳動力平衡特性的雙螺桿空壓機,它由電動機直接驅(qū)動壓縮機,使曲軸產(chǎn)生旋轉(zhuǎn)運動,帶動連桿使活塞產(chǎn)生往復運動,引起氣缸容積變化。由于氣缸內(nèi)壓力的變化,通過進氣閥使空氣經(jīng)過空氣濾清器(消聲器)進入氣缸;在壓縮行程中,由于氣缸容積縮小,壓縮空氣經(jīng)過排氣閥的作用,經(jīng)排氣管、單向閥(止回閥)進入儲氣罐,當排氣壓力達到額定壓力0.7 MPa 時由壓力開關(guān)控制而自動停機,而當儲氣罐壓力降至0.5~0.6 MPa時壓力開關(guān)又自動聯(lián)接啟動。
1.2.5 生產(chǎn)設(shè)備區(qū)
新聚氨酯涂料生產(chǎn)線共有19 個搪瓷反應(yīng)釜,其中6 個6 m3 的反應(yīng)釜(1#—6#)生產(chǎn)單組分聚氨酯防水涂料,4 個3 m3 的反應(yīng)釜(9#—12#)作為單組分聚氨酯的配料罐,7#、8# 釜(5 m3)作為單組分聚氨酯的研磨儲罐。17#、18#、19# 反應(yīng)釜(3 m3)生產(chǎn)雙組分聚氨酯的A 料,2 個5 m3 的反應(yīng)釜(15#、16#)生產(chǎn)雙組分聚氨酯的B 料,13# 反應(yīng)釜作為雙組分聚氨酯的B料配料罐,14# 反應(yīng)釜作為雙組分聚氨酯的B 料研磨儲罐。每個搪瓷反應(yīng)釜都裝有4 個壓式稱重模塊,可以將釜體的質(zhì)量信號傳至中央控制器,經(jīng)過計算之后,將釜體的質(zhì)量顯示在反應(yīng)釜數(shù)據(jù)箱及中控LED屏上。
新聚氨酯涂料生產(chǎn)線裝有3 臺立式砂磨機,配好的漿料通過隔膜泵進入砂磨機,然后漿料中的固體物料被研磨細化后從篩孔流出。砂磨機筒體部分配有冷卻裝置,防止筒內(nèi)因聚氨酯漿料、研磨介質(zhì)和圓盤等相互摩擦所產(chǎn)生的熱量影響產(chǎn)品質(zhì)量。
1.2.6 成品存放區(qū)
聚氨酯防水涂料屬于化工產(chǎn)品,不得存放于生產(chǎn)車間,以免發(fā)生事故。新聚氨酯防水涂料車間配備了3 000 m2 的成品庫房,按產(chǎn)品種類劃分區(qū)域,放置標示牌。產(chǎn)品統(tǒng)一碼放于托盤上,并設(shè)有叉車通道,方便存取。
2 關(guān)鍵工藝的改進
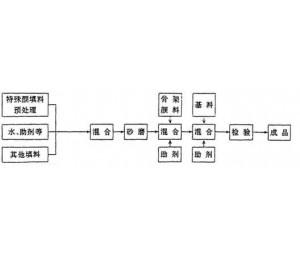
2.1 分段式生產(chǎn)
老的聚氨酯防水涂料生產(chǎn)線,配料、脫水、反應(yīng)工序都是在一個反應(yīng)釜內(nèi)進行,必須等上一工序完成,才能進行下一工序,生產(chǎn)效率較低。新生產(chǎn)線將聚氨酯防水涂料的生產(chǎn)工藝劃分為配料、研磨、反應(yīng)三個階段,使三個階段互不影響,可以同時進行,有效地利用了工作時間。比如,聚氨酯原材料脫水時間很長,一般在3~4 h 左右,之前這段時間無法得到利用,現(xiàn)在工人可以在這段時間進行下一班的配料和研磨,實現(xiàn)了連續(xù)生產(chǎn)。
2.2 細節(jié)工藝的改進
新聚氨酯防水涂料生產(chǎn)線在很多細節(jié)上作了改進。
聚氨酯原材料在配料罐內(nèi)配制好后,形成的漿料黏度很高,若使用普通離心泵,則打料速度慢,因為離心泵的工作點是以水為基準設(shè)定好的,如果物料黏度稍高,則需要配套減速機或變頻調(diào)速器,這樣成本就大大提高了,對于齒輪泵也是如此。所以新聚氨酯涂料生產(chǎn)線采用了適合中高黏度物料的隔膜泵,由于隔膜泵用空氣作動力,流量可以隨背壓(出口阻力)的變化自動調(diào)整。
針對聚氨酯前期漿料黏度大、不利于輸送的特點,新聚氨酯涂料生產(chǎn)線還安裝了換熱器,通過提高漿料的溫度來降低黏度,保證漿料不會因在管道內(nèi)散熱而使黏度過高。
新聚氨酯涂料生產(chǎn)線的單組分聚氨酯反應(yīng)罐(1#—6#)和雙組分聚氨酯A 料反應(yīng)罐(17#—19#)都裝有滴加罐,可以通過質(zhì)量流量計,勻速滴加TDI-80,控制反應(yīng)速度。實驗證明,控制TDI-80 的滴加速度可以使產(chǎn)品的拉伸強度提高10%。